
Jan . 15, 2025 03:14
Back to list
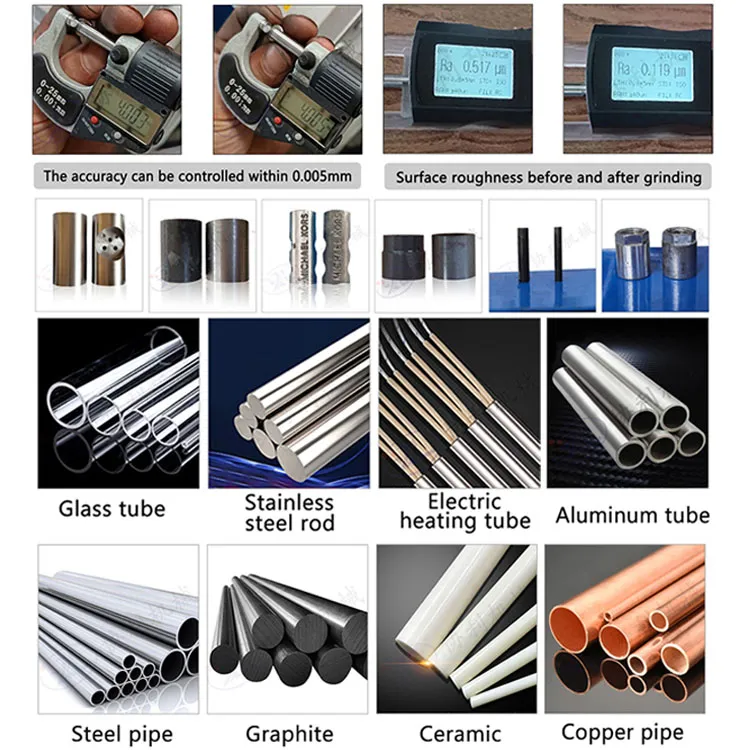
high quality cincinnati centerless grinder machine
Centerless grinding is indispensable in modern manufacturing, delivering precision and cost-effectiveness across industries. A critical aspect of centerless grinding is the coolant used in the process. The right coolant can significantly enhance grinding performance, tool lifespan, and part quality. This extensive discussion delves deep into what makes an excellent centerless grinder coolant and how leveraging the right one serves as a pivotal move for optimal outcomes.
From an authoritative standpoint, many industry leaders align their coolant choices with environmental and regulatory standards. Compliance with frameworks such as ISO 14001 demonstrates a commitment not only to quality but to responsible manufacturing practices. Coolants designed to align with these standards are gaining traction as they reinforce a company’s market reputation while adhering to legal obligations. Trustworthy suppliers focus on customization, offering coolants tailored to specific industrial needs. Collaborating with suppliers that provide regular technical support ensures that users are well-informed about product usage and maintenance, thereby reducing potential downtimes and inefficiencies. Advanced centerless grinding operations also integrate coolant management systems that digitally regulate flow and temperature, ensuring consistent coolant delivery and monitored usage. These systems reduce human error and ensure precision grinding, ultimately leading to zero defect manufacturing—a benchmark of modern production lines. Emphasizing a product-centric approach doesn't merely push the product but showcases how adopting the right coolant aligns with broader manufacturing goals. Centerless grinder coolants are not ancillary but integral components of a symbiotic system where every detail matters. They contribute not just to the performance but to the entire value chain, from operator safety to the final product quality. In sum, the selection and management of centerless grinder coolants are deeply embedded within quality control frameworks, optimizing the delicate balance between technical demands and economical considerations. With grinding operations poised towards automation and precision, coolants will continue to play a central role in powering industry innovation and operational excellence.

From an authoritative standpoint, many industry leaders align their coolant choices with environmental and regulatory standards. Compliance with frameworks such as ISO 14001 demonstrates a commitment not only to quality but to responsible manufacturing practices. Coolants designed to align with these standards are gaining traction as they reinforce a company’s market reputation while adhering to legal obligations. Trustworthy suppliers focus on customization, offering coolants tailored to specific industrial needs. Collaborating with suppliers that provide regular technical support ensures that users are well-informed about product usage and maintenance, thereby reducing potential downtimes and inefficiencies. Advanced centerless grinding operations also integrate coolant management systems that digitally regulate flow and temperature, ensuring consistent coolant delivery and monitored usage. These systems reduce human error and ensure precision grinding, ultimately leading to zero defect manufacturing—a benchmark of modern production lines. Emphasizing a product-centric approach doesn't merely push the product but showcases how adopting the right coolant aligns with broader manufacturing goals. Centerless grinder coolants are not ancillary but integral components of a symbiotic system where every detail matters. They contribute not just to the performance but to the entire value chain, from operator safety to the final product quality. In sum, the selection and management of centerless grinder coolants are deeply embedded within quality control frameworks, optimizing the delicate balance between technical demands and economical considerations. With grinding operations poised towards automation and precision, coolants will continue to play a central role in powering industry innovation and operational excellence.
Latest news
-
Discount High-Precision Surface Polishing Machine Durable & EfficientNewsApr.29,2025
-
High-Precision SS Square Tube Polishing Machine China SupplierNewsApr.29,2025
-
Stainless Steel Square Pipe Polishing Machine OEM & High-EfficiencyNewsApr.28,2025
-
Centerless Grinder Troubleshooting Fast Fix for OEM, China & Discount ModelsNewsApr.28,2025
-
Centerless Grinder Automation Solutions OEM & Precision Systems ChinaNewsApr.28,2025
-
Scarlo Centerless Grinder OEM High-Precision China Models & DiscountsNewsApr.28,2025

